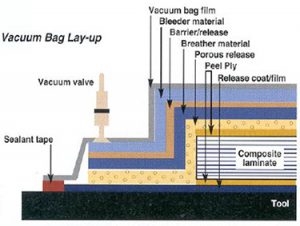
Vacuum Bagging Films are used to seal and provide even pressure to the laminate and tooling surface. Vacuum is applied to ensure compaction, minimize voids, and the removal of volatiles. Vacuum Bagging Film should be of high quality and possess characteristics such as resistance to tearing, high modulus, high elongation, resistance to “pin holing,” and high-temperature resistance. Components, particularly with complex geometries, must be vacuum bagged with plenty of tucks to give ‘depth’ to the film.